乳と麹菌
 宮崎で開催された九州チーズサミットに参加した翌日、宮崎駅近くの「白水舎乳業」を訪問させていただきました。この会社は1919年(大正8年)に創立され、今年で創業100年となります。牛乳の製造販売に携わってきましたが、現社長の都成(トナリ)謙三氏は2006年(平成18年)よりソフトクリームの移動販売を開始しました。さらに、日本ではおなじみの麹菌に目を付けた都成氏は牛乳と麹菌の組み合わせについて研究を開始しました。そして開発された商品が「百白糀(ひゃくびゃくこうじ)」です(写真)。
宮崎で開催された九州チーズサミットに参加した翌日、宮崎駅近くの「白水舎乳業」を訪問させていただきました。この会社は1919年(大正8年)に創立され、今年で創業100年となります。牛乳の製造販売に携わってきましたが、現社長の都成(トナリ)謙三氏は2006年(平成18年)よりソフトクリームの移動販売を開始しました。さらに、日本ではおなじみの麹菌に目を付けた都成氏は牛乳と麹菌の組み合わせについて研究を開始しました。そして開発された商品が「百白糀(ひゃくびゃくこうじ)」です(写真)。
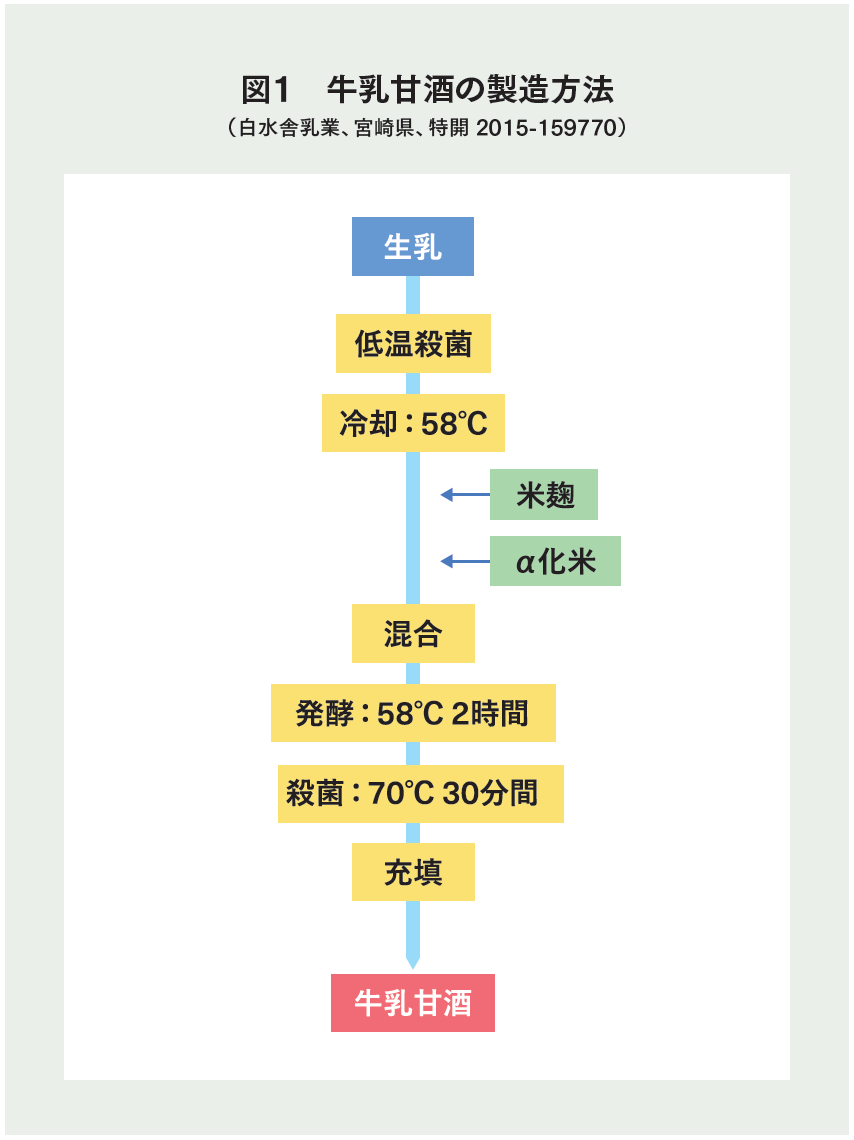 白水舎乳業と宮崎県工業技術センターは共同で特許を出願し(特開 2015-159770)、研究報告も発表されています(宮崎県食品開発センター研究報告 No.58: 57-60, 2013)。これら公開情報に基づいて推測した製造方法を図1に示しています。炊飯してα化した米に麹菌(Aspergillus oryzae)を加え、牛乳と混合させます。麹菌は味噌、醤油など日本の伝統食品には欠かせない微生物で、米のデンプンを分解しグルコースを作ります。また、たんぱく質を分解する酵素活性が高い点も特徴のひとつです。このため、牛乳甘酒の遊離アミノ酸組成を調べると遊離アミノ酸が豊富で、とりわけロイシン(Leu)、バリン(Val)、イソロイシン(Ile)、いわゆるBCAA(C.P.A. コラム 2016年5月20日参照)と呼ばれる筋肉増強、修復に有効なアミノ酸が高くなっています。なので、運動の後、牛乳甘酒を飲むと枯渇したグルコースを補給でき、BCAAが傷ついた筋肉を修復してくれることが期待できます。ちなみに、百白糀の「百」は遊離アミノ酸が牛乳より100倍高いことを意味しているそうです。
白水舎乳業と宮崎県工業技術センターは共同で特許を出願し(特開 2015-159770)、研究報告も発表されています(宮崎県食品開発センター研究報告 No.58: 57-60, 2013)。これら公開情報に基づいて推測した製造方法を図1に示しています。炊飯してα化した米に麹菌(Aspergillus oryzae)を加え、牛乳と混合させます。麹菌は味噌、醤油など日本の伝統食品には欠かせない微生物で、米のデンプンを分解しグルコースを作ります。また、たんぱく質を分解する酵素活性が高い点も特徴のひとつです。このため、牛乳甘酒の遊離アミノ酸組成を調べると遊離アミノ酸が豊富で、とりわけロイシン(Leu)、バリン(Val)、イソロイシン(Ile)、いわゆるBCAA(C.P.A. コラム 2016年5月20日参照)と呼ばれる筋肉増強、修復に有効なアミノ酸が高くなっています。なので、運動の後、牛乳甘酒を飲むと枯渇したグルコースを補給でき、BCAAが傷ついた筋肉を修復してくれることが期待できます。ちなみに、百白糀の「百」は遊離アミノ酸が牛乳より100倍高いことを意味しているそうです。
一方、麹菌を利用したチーズについては古くから研究されています。1897年(明治30年)に生まれた日本における応用微生物学の権威者である坂口謹一郎博士の示唆で、元東北大学の故中西武雄教授は麹菌利用チーズについて研究されました。古くから日本でなじみの深い麹菌を利用したチーズを開発できれば日本独自のチーズになると考えて研究に没頭されました。その結果誕生したのが「オリーゼチーズ」でした。
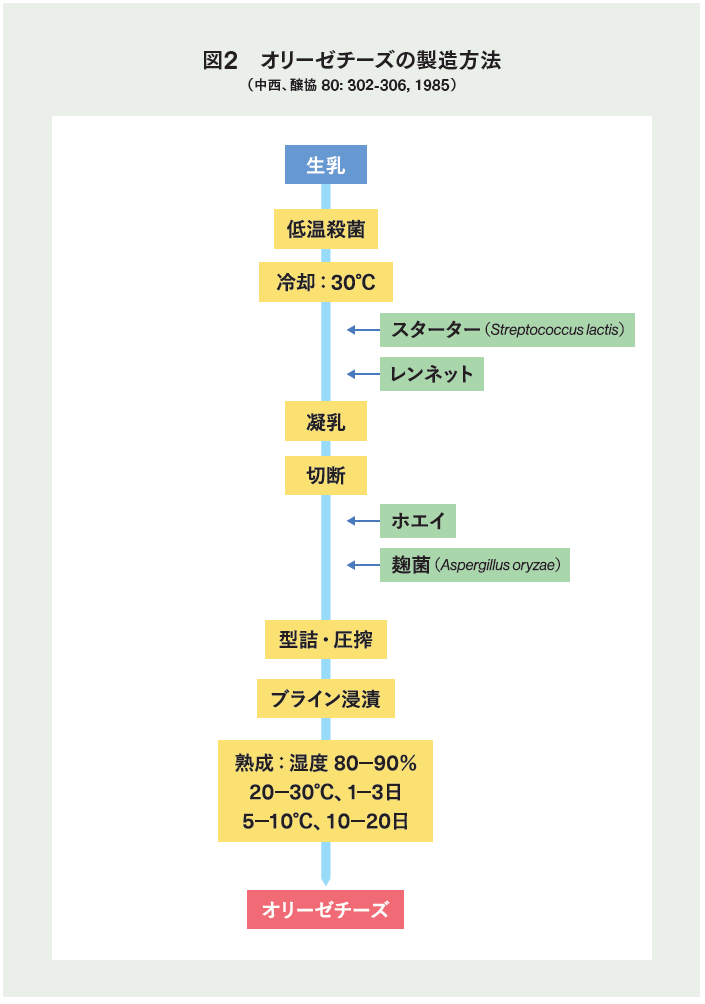 図2はその製造方法です。基本的にはゴーダと同じようにカードを作りますが、カードを型詰めする際に麹菌(Aspergillus oryzae B)を添加します。これを圧搾し、ブライン浸漬後、熟成させます。ここまではさほど難しいことはないのですが、熟成条件の検討にご苦労されたようです。最初の1-3日間は湿度80-90%にて20-30℃で熟成します。その後、5-10℃で熟成します。20-30℃での熟成が4日以上になると、pHがアルカリ性となり、苦味を生じ、風味も悪化するそうです。4週間ほど熟成すると食べ頃になり、風味はブルーなどに比べると温和で、ゴーダより濃厚であり、日本人にはなじみやすい風味となるそうです。しかし、残念ながら採算性の問題から実用化には至りませんでした。
図2はその製造方法です。基本的にはゴーダと同じようにカードを作りますが、カードを型詰めする際に麹菌(Aspergillus oryzae B)を添加します。これを圧搾し、ブライン浸漬後、熟成させます。ここまではさほど難しいことはないのですが、熟成条件の検討にご苦労されたようです。最初の1-3日間は湿度80-90%にて20-30℃で熟成します。その後、5-10℃で熟成します。20-30℃での熟成が4日以上になると、pHがアルカリ性となり、苦味を生じ、風味も悪化するそうです。4週間ほど熟成すると食べ頃になり、風味はブルーなどに比べると温和で、ゴーダより濃厚であり、日本人にはなじみやすい風味となるそうです。しかし、残念ながら採算性の問題から実用化には至りませんでした。
実用化に向けた課題はいろいろ考えられますが、麹菌が他のチーズにコンタミするリスクがあります。そのため、図2における麹菌添加工程以降を専用の部屋で行う必要があります。そして当然、専用の熟成庫も必要になります。このため、生産量が大きくならないと、限界利益をクリアできないでしょう。しかし、現在ではチーズ消費量は増え当時とは状況が異なります。是非、もう一度麹菌利用チーズに陽の目が当たることを期待しています。